3Dプリンターの使い方を知る – Part 1. 3Dプリンターの基本から失敗回避方法まで
こんにちは、YAMテクニカルチームです。
このシリーズでは、3Dプリンターの使い所や造形方式に応じた設計・運用方法をいくつかご紹介します。
思いついたら随時更新する予定なので、ブックマークして辞書や参考書的につまみ食いしながら読んでいただくことをお勧めします。
本記事の大きな流れは、
Part.1…3Dプリンターの基本から失敗回避方法まで
Part.2…3Dプリンターの便利な活用方法
この2部構成とします。今回のこちらの記事はPart.1である「3Dプリンターの基本から失敗回避方法まで」になります。
順次記事は公開していきます。
3Dプリンターは使いどころを見極めれば非常に強力な開発ツールとなりますが、開発現場においてはどの場面で使うべきで、どうすれば使いこなせるかといった”企業が3Dプリンターを扱う場合の設計”や“活用に関する情報”はあまり出回っていないと思います。
「これから3Dプリンター買おうかな?」「3Dプリンター買ったけど、いまいち使いづらい…」「すでに運用しているけど、もっと効率の良い方法はないのかな?」と考えている方向けとなります。みなさまの製品開発におけるヒントになれば幸いです。
目次
1. “3Dプリンター”とは?
2. AMの良いところ、悪いところ
3. オーバーハングとブリッジを理解する
4. オーバーハングとは?
4.1 なぜオーバーハングの距離が長いとまずいのか
5. ブリッジ
5.1 ブリッジが長すぎるとどうなるのか
6. 3Dデータをつくる際の注意
7. 代表的な失敗プロセス
7.1 サポートが少ない
7.2 予定にない層の形になる
7.3 定着が甘い
8. 造形しやすい形状になるまで分割→アセンブリ
1. “3Dプリンター”とは?
製造における2つの大きな加工方法である”成形加工”、”除去加工”に加えて新たな製造方法である”付加製造-Additive Manufacturing”ができる機械全般を指すと言えます。
※”JISB9441”によると付加製造とは「3Dモデルデータを基に、材料を結合して造形物を実体化する加工法」と厳密には定義されておりますが、多くの場合は積層しながら造形するものであると言えるため、これより先は積層造形、または3Dプリンティングを全てAM(Additive Mnufacturingと呼び替えていきます
関連リンク:「Additive Manufacturing」とは
2. AMの良いところ悪いところ
圧倒的な形状自由度がAMの利点だといえます。一方で積層とはとても繊細な工程の集合です。どこかの層で失敗すると、芋づる式に造形物全体がダメになります。生き物は些細な失敗をしてもそれを挽回する術を持っていますが、機械はそこまで柔軟に対応できません。
与えられたプログラムを淡々と予定通りこなしていくだけなので、予定にないものは検知せず無理やりプログラムを遂行するか、失敗を検知し、プログラムを途中で終了するかの二択です。
AMでは、造形物を完成させるまで何百層も何千層も材料を積み重ねます。つまり積層するにあたって、予定にないアクシデントや不純物を避け、各層全ての予定調和を保つことが重要な製造方法なのです。
3. オーバーハングとブリッジを理解する
オーバーハングとブリッジはAM全体に共通する、非常に重要な概念です。これらを「どこまでが許容範囲内で、どこから大きな失敗へ到るのか」この見極めが重要になってきます。
4. オーバーハングとは?
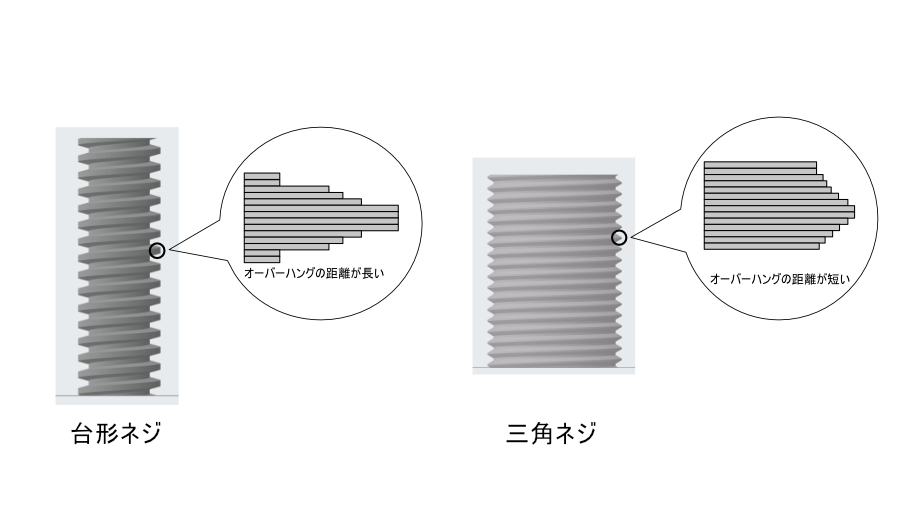
オーバーハングとは、支えのない出っ張りのことを指します。
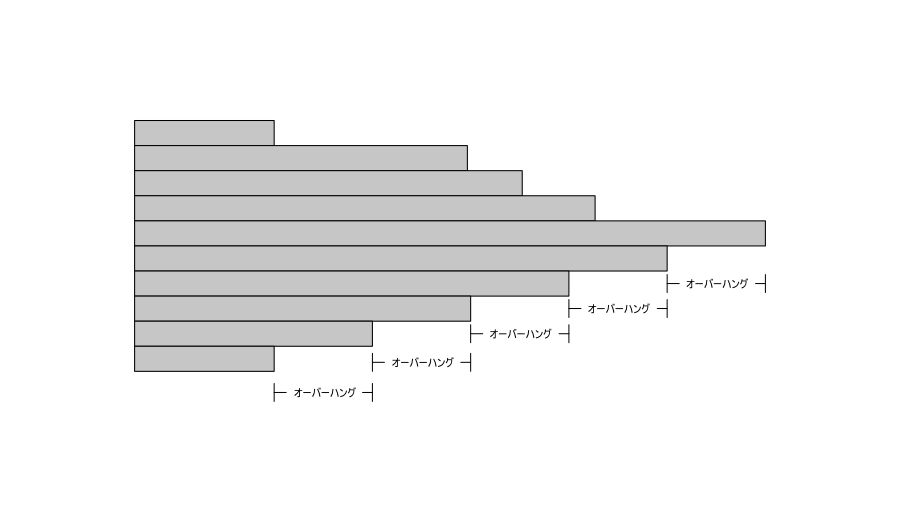
例えばネジ形状で比較してみましょう。
三角ネジと台形ネジでは出張り具合が違います。
4.1. なぜオーバーハングの距離が長いとまずいのか
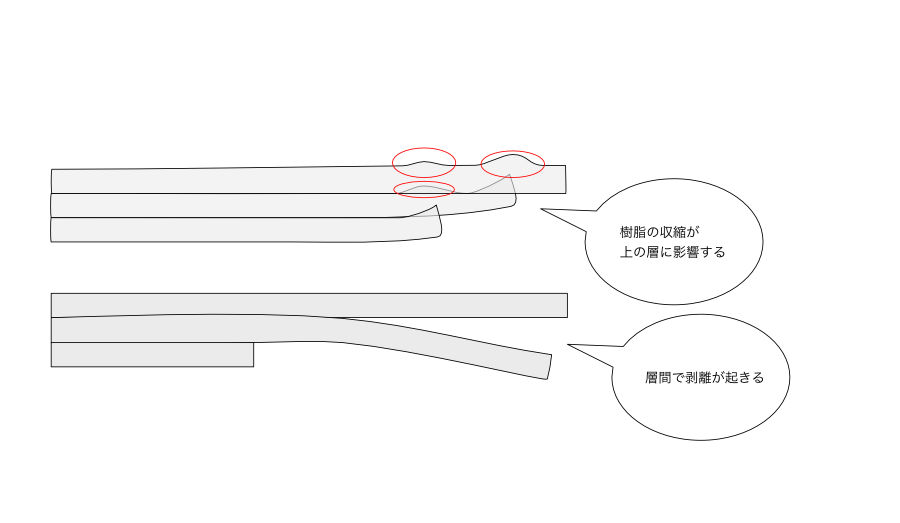
樹脂の変形は様々な要因が考えられます。温度変化や化学反応による樹脂の収縮・新しい層を造形する時にフィルムから剥離する力、重力などです。
なので、オーバーハングのような安定感のない状態だと下図の二つのパターンが起こると考えられます。これが大量に発生してしまうと、積み重なって表面の荒れ、精度の悪化、造形失敗の一因となります。
5. ブリッジ
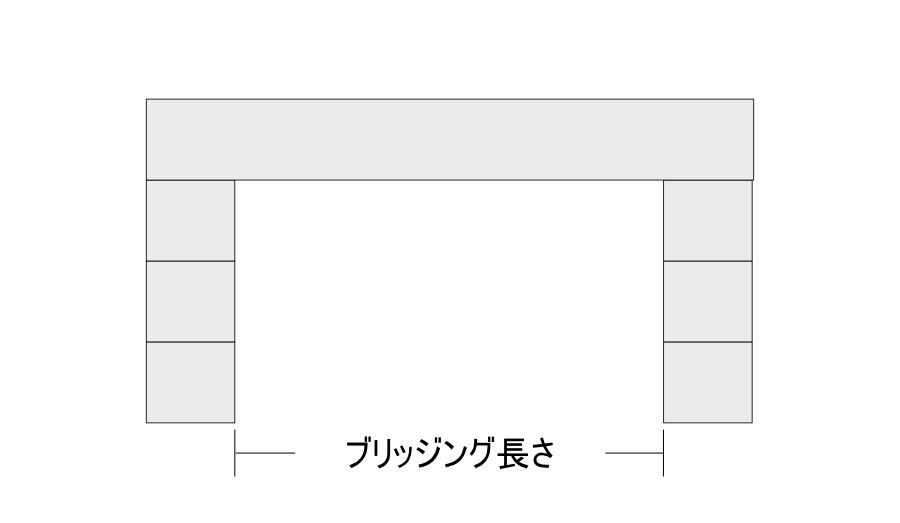
ブリッジとは柱、または壁から反対側へ橋をかけることです。失敗しないブリッジ長さを見極めることが重要です。ここら辺は経験と勘で設計することが多いです。機体や材料によって違うので、自身で寸法を決めてテスト造形し、知見を貯めていくことをお勧めします。
5.1. ブリッジが長すぎるとどうなるのか
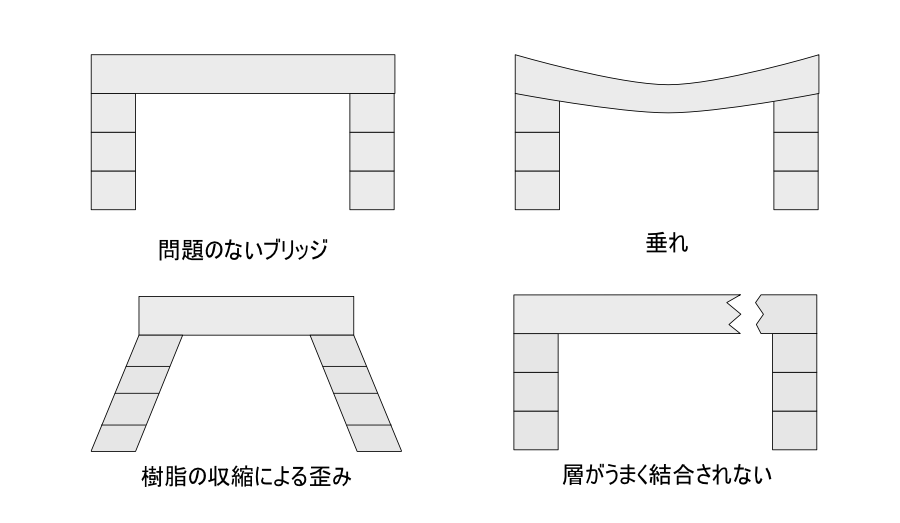
垂れ・収縮による歪み・層がうまく結合されない等の問題が起き、積層の予定調和が崩れ、造形失敗へと至ります。ブリッジはどこまでの長さならうまく造形できるのかを、経験を積んで導き出してください。
6. 3Dデータをつくる際の注意点
3Dプリンターを扱う上では、3Dデータをどう作っていくかが非常に重要です。
ースライスとは
3Dプリンターは3Dモデルを1層ごとに輪切りにし、輪切りにした形状データをもとに積層しています。これをスライスと言います。この役割を果たすのがスライサーソフトと呼ばれるものです。
ーメッシュファイルとは
CADソフト同士でデータをやり取りする場合、中間ファイル(STEPやIGESなど)と呼ばれるものを使います。スライサーソフトで中間ファイルを直接取り込むことはなく、メッシュファイル(STLやOBJ)を取り込みます。メッシュファイルをスライスし、積層するための機械の動作コマンドを生成していきます。データやモデルの関連情報は以下にも掲載しておりますのでご参照下さい。
関連リンク:「3Dデータ・モデリング」
ー最適なポリゴン数にしましょう
機械の動作精度がいくら高くても、データが悪かった場合、寸法が狂うということがあります。中間ファイル系3Dモデルからメッシュモデルへ変換する際に、自由曲面が三角(または四角)面の集合体になります。メッシュファイルにおける、寸法の再現性はこの面の数に比例するといえるでしょう。面の数が少ないメッシュモデルをローポリゴン、面の数が多いメッシュモデルをハイポリゴンと言います。ここで起きる問題としては、ハイポリゴンはデータが重くなり、スライサーソフトが動きづらくなるという現象を引き起こします。なので、良い塩梅のポリゴン数を見つけることが重要になってきます。
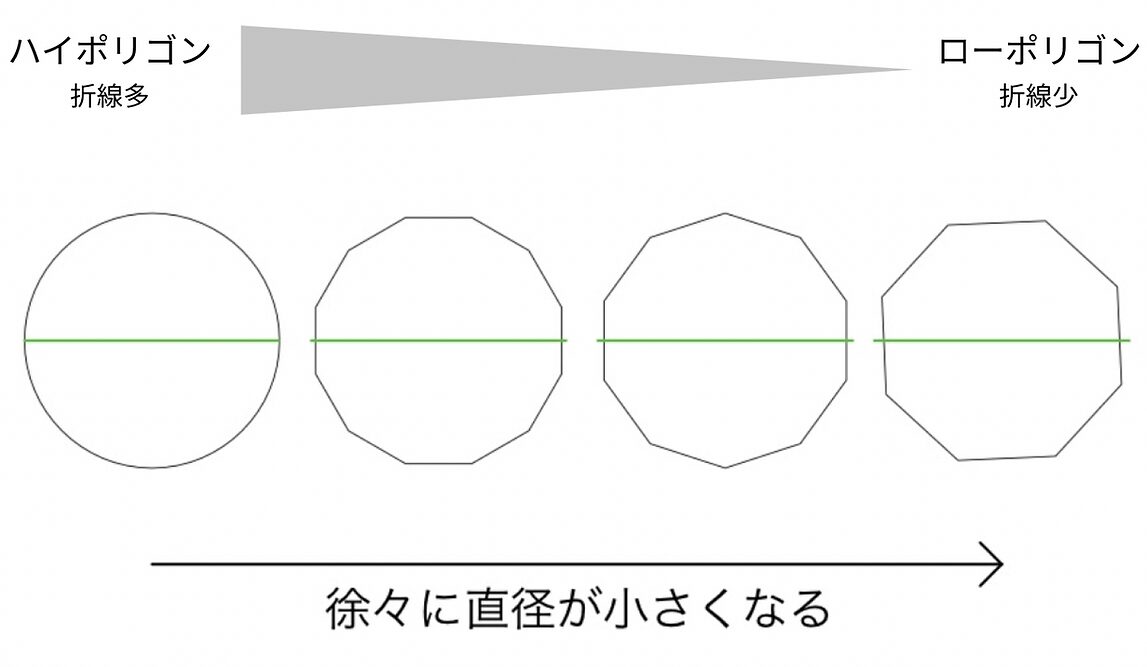
ーなぜハイポリゴンは寸法の再現度が高いのか
自由曲面が三角(または四角)面の集合体になるということは、二次元で例えるなら曲線が折れ線の集合に変換されるといえます。この時、ある問題が発生します。例えば、円が折れ線の集合になってしまうため、下図のように直径(線と線の最短距離)が変わります。なので折れ線は多い方が寸法の再現度はよくなります。
7. 代表的な失敗プロセス
積層とはとても繊細なものです。どこかの層が予定にない形状になれば、芋づる式に造形が失敗します。ここではそれを踏まえた上で、代表的な失敗プロセスをご紹介します。
7.1. サポートが少ない
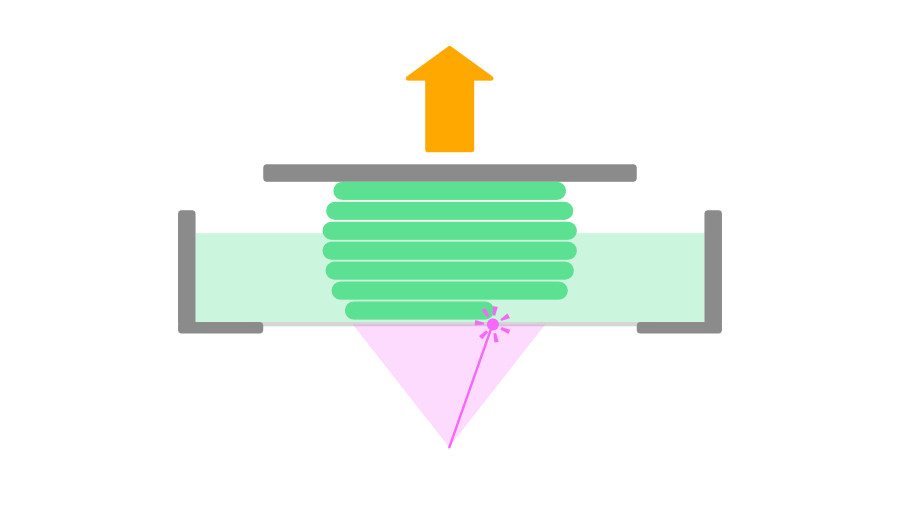
サポート材が必要な造形方式(例:光造形方式、材料押出方式)において、サポートなしの宙ぶらりんで積層することはご法度です。少々なら許容範囲ですが、どこかのラインを超えると一気に失敗へと向かいます。ここでも先ほどのオーバーハングと似たような現象が起きると考えられます。
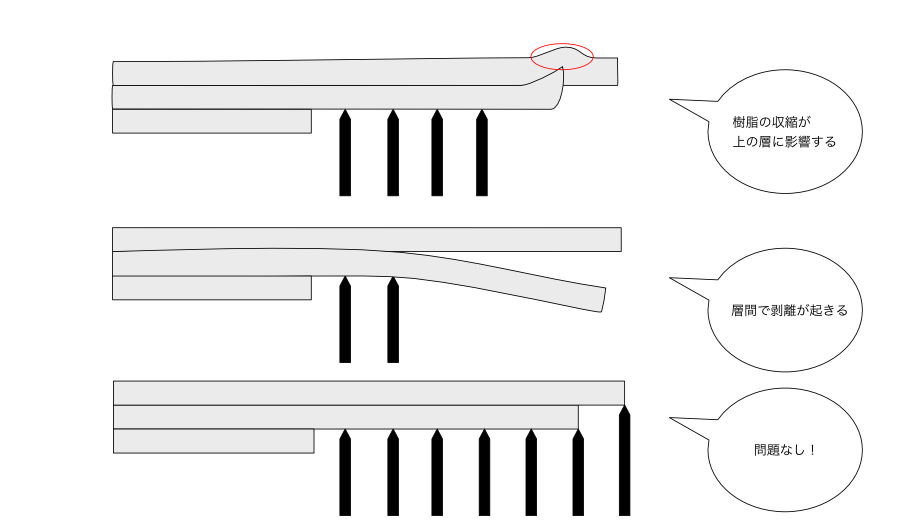
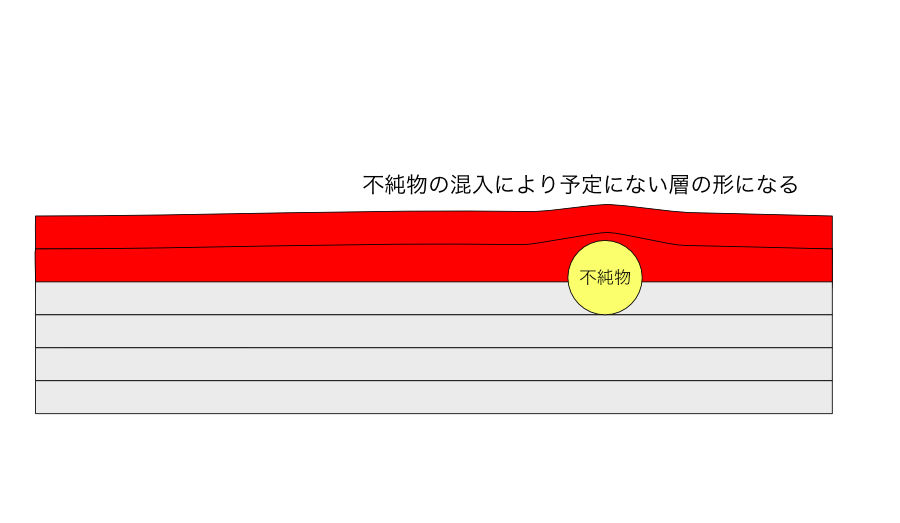
7.2. 予定にない層の形になる
どこかの層が予定にない形で形成されると、上の層に影響し、失敗へと到ることがあります。原因としては、不純物が混じる、吐出不良など主に材料が適切に管理できていなかったり、マシンのメンテナンスが甘い時に起こりがちです。
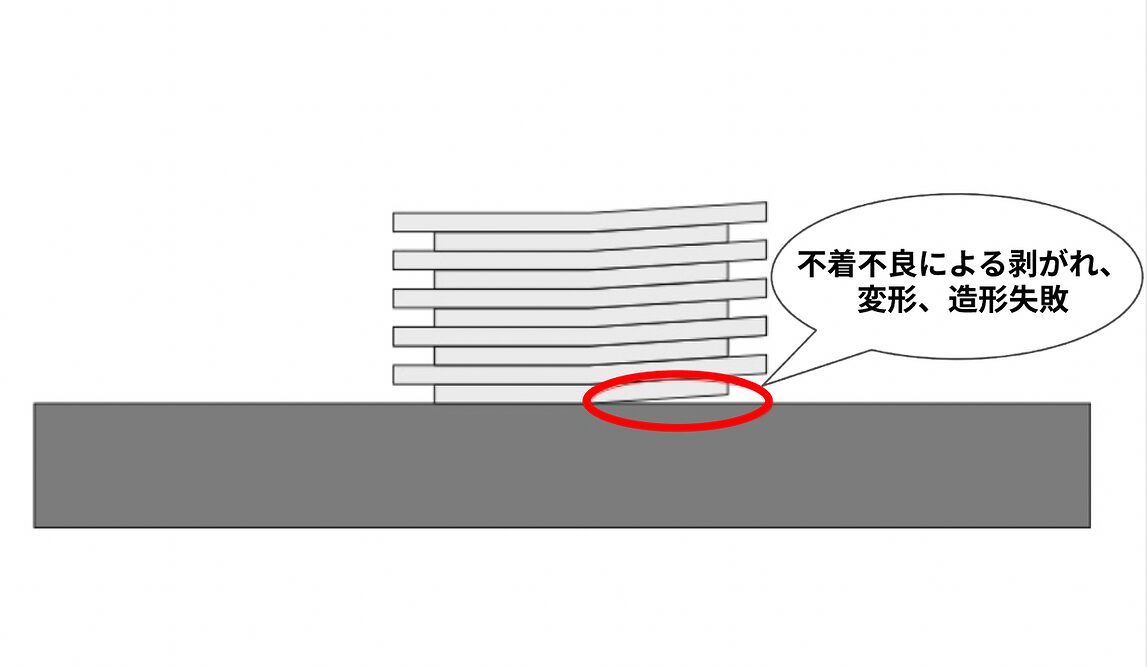
7.3. 定着が甘い
積層するにあたって、第一層目というものはとても重要です。
例えば、自分がバックパッカーだとして「これから長い旅をするぞ!」と意気込んだら、下準備はしっかりとしておきたいですよね。3Dプリンターも同じく、一度プリントスタートボタンを押したら長い積層の旅が始まります。
土台にしっかり定着していないと、層を形成する途中に土台から剥がれたり、変形が生じ、造形失敗へと至ります。
自分で高さ・水平を校正するか、自動校正がついている機体ならそれでも良いでしょう。
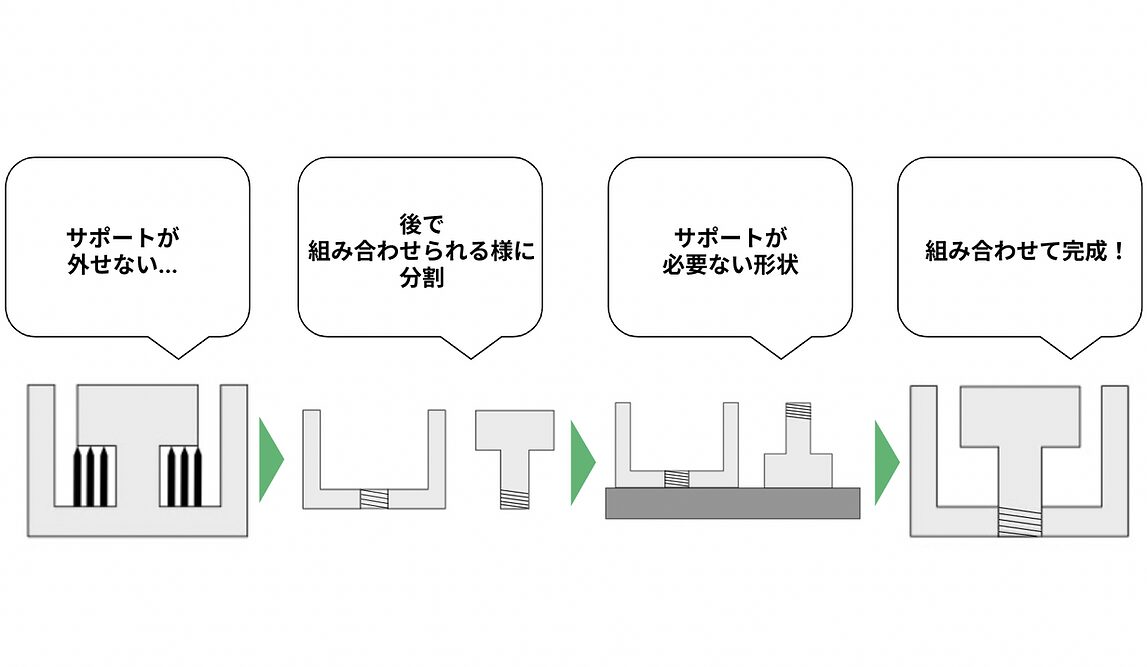
8. 造形しやすい形状になるまで分割→アセンブリ
造形する際に、後処理(サポートや粉末を取り除く、表面処理をするなど)設計段階で頭を捻らないといけません。頭を捻るのはしんどいので、お勧めの対処法はダイナミックに分割することです。量産とは違い、いくら分割してもイニシャルコストがかからない低く済むことが3Dプリンターの良いところです。後処理の負担を極限まで減らせるよう適度に分割し、造形後に組み合わせましょう。